Оперативное производственное планирование – это формирование Сменных заданий на основе Графика запуска, данных оперативного учета хода производства и состояния ресурсов.
Ежедневно на основании Графика запуска плановики формируют Сменные задания в 8-00 на вторую смену, в 15-00 часов на третью смену и на первую смену следующего дня. Сменные задания формируют в разрезе подразделений, распределенных в настройке продукции. Сменное задание содержит наряды, отнесенные к данной рабочей смене.
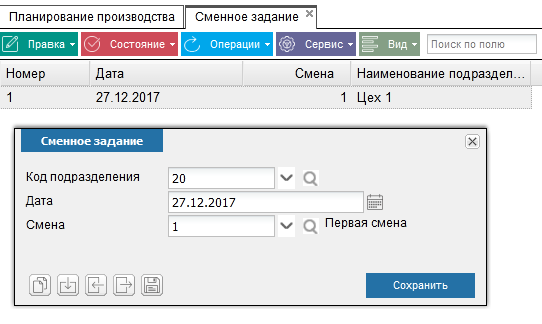
Для формирования документа в пункте меню задачи Документы следует открыть Сменное задание и нажать кнопку "Добавить" на его панели инструментов Откроется окно добавления документа. В нем требуется ввести Дату, выбрать из справочников Код подразделения и Смену.
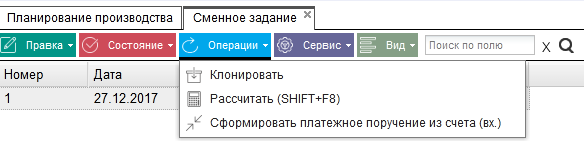
Выполнить операцию "Рассчитать"
Спецификация Сменного задания представляет собой перечень нарядов сменного задания и рассчитывается программой из нарядов Графика запуска на указанные дату, подразделение и смену
Документ можно распечатать нажав  .
.
Расчет сменного задания заключается в формировании нарядов и потребностей
Сменное задание имеет детальные таблицы, которые формируются автоматически при расчете
Наряд на исполнение
Данные Графика запуска на указанную дату
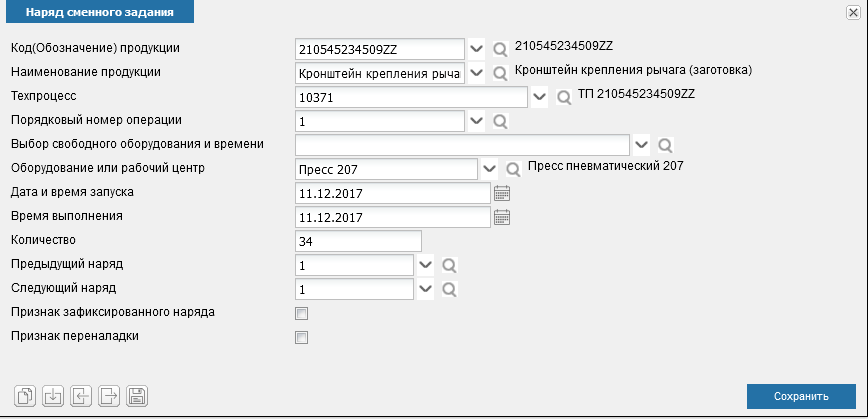
Наряд сменного задание
Перечень нарядов сменного задания рассчитанный на основе Графика запуска
Наряд смежного подразделения
Перечень нарядов смежного подразделения рассчитанный на основе Графика запуска
Потребность в материалах
Данные о необходимом количестве материалов и покупных заготовок для обеспечения выполнения сменного задания
Потребность во вспомогательных материалах
Данные о необходимом количестве вспомогательных материалов для обеспечения выполнения сменного задания.
Потребность в оборудовании
Данные о потребности в оборудовании, предоставленные программой, позволяют пользователю проверить, обеспечен ли план производства оборудованием, т.е. не превышает ли норма загрузки оборудования (расчетная) норму загрузки оборудования по технологическим процессам.
Потребность в оснастке
Данные о потребности в оснастке, предоставленные программой позволяют пользователю проверить, обеспечено ли сменное задание оснасткой
Потребность в инструменте
Данные о потребности в инструменте, предоставленные программой позволяют пользователю проверить, обеспечено ли сменное задание инструментом.
Потребность в трудовых ресурсах
Данные о потребности в трудовых ресурсах, предоставленные программой позволяют пользователю проверить, обеспечено ли ли сменное задание трудовыми ресурсами.
Деловой отход
Данные о деловых отходах, предоставленные программой позволяют пользователю видеть объемы деловых отходов при выполнении сменного задания
Структура Потребностей аналогична структурам ОКПП
Программа предоставляет возможность вводить Наряды в Сменные задания вручную, удалять Наряды или корректировать их. При этом программа контролирует выполнение необходимых ограничений:
- нельзя одновременно назначать на одну единицу оборудования несколько нарядов;
- нельзя использовать оборудование, занятое в ремонте;
- нельзя превышать норму загрузки оборудования;
- нельзя одновременно использовать оснастку одной модели в большем количестве, чем имеется на предприятии;
- нельзя менять указанную в технологическом процессе последовательность операций обработки партии деталей (т.е. нельзя переставлять наряды одного «потока»).
Если какие-то из указанных условий не выполняется, система выдает предупреждающее сообщение и не формирует наряд.
Кроме того, программа проверяет соотношение времени в наряде с количеством продукции. Времени должно быть достаточно для изготовления указанного количества деталей. Плановику дополнительно предоставляются возможности:
- получить время окончания наряда под указанное количество деталей. Для этого следует ввести значение в поле «Количество» и очистить поле «Время выполнения»
- получить максимальное количество продукции, которое может быть изготовлено за указанное время. Для этого следует ввести в поле «Количество» заведомо большее значение. Программа выдаст диагностическое сообщение с необходимыми данными
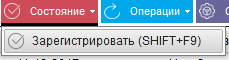
Далее плановики переводят рассчитанные Сменные задания в состояние «Действующий». Для этого следует выполнить операцию «Зарегистрировать»
Диспетчерский список представляет собой очередь заказов (партий номенклатуры), которые могут быть запущены в производство на данном оборудовании в случае отклонения от Сменного задания.
В Диспетчерском списке указаны следующие реквизиты:
- оборудование;
- продукция;
- номер операции техпроцесса;
- количество продукции (партия);
- материал, заготовка или компонент;
- количество материала, заготовки, компонента на партию;
- приоритет продукции.
ДС формируется для Сменного задания, находящегося в состоянии Черновик, путем запуска операции «Рассчитать диспетчерский список».
ДС для единицы оборудования рассчитывается автоматически на основании очереди действующих нарядов Графика запуска к данному оборудованию
Плановик может вручную добавить в ДС деталь из числа дефицитных. Для добавленной номенклатуры АИС на основании данных действующего технологического процесса определяет материал (заготовку), рассчитывает его количество, а также проверяет модель оборудования. Если для указанной номенклатуры существует несколько действующих технологических процессов, плановик должен выбрать один из них. Если в выбранном техпроцессе несколько рабочих операций и оборудование может быть использовано в нескольких из них, плановик должен указать номер операции технологического процесса.
Плановик может вручную изменить в ДС:
- количество номенклатуры;
- материал или заготовку;
- количество материала;
- приоритет номенклатуры в ДС.