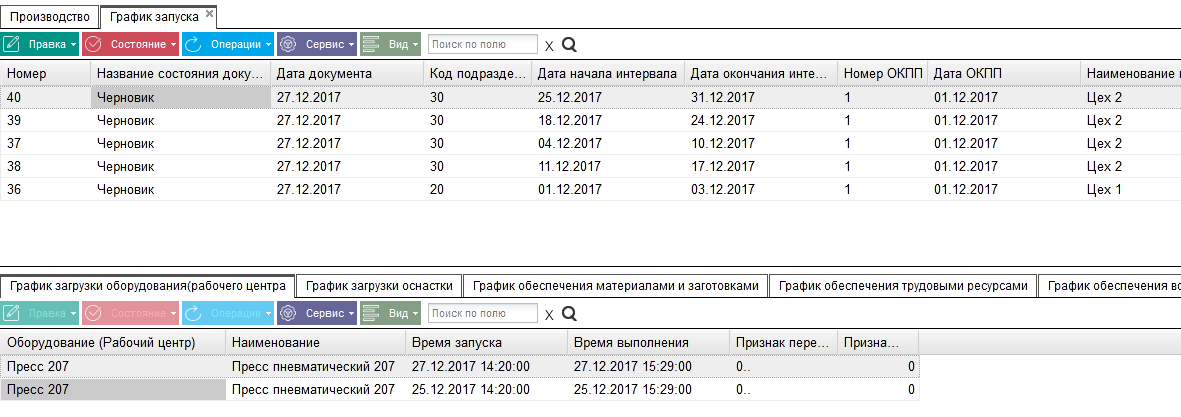
График запуска является расчетным документом.
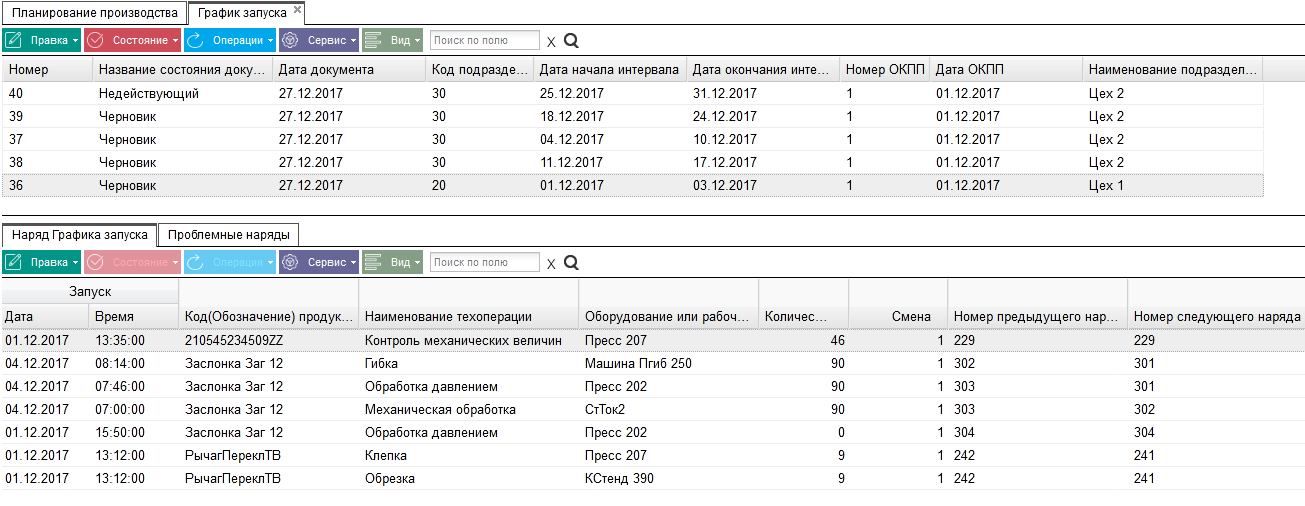
Он представляет собой список нарядов на переналадку оборудования и нарядов на обработку партий деталей. Каждый наряд содержит номер партии, номер наряда, дату и время запуска, единицу оборудования, код продукции, количество продукции в партии, номер операции в технологическом процессе, номер наряда на выполнение предыдущей операции технологического процесса для данной партии, номер наряда на выполнение последующей операции технологического процесса для данной партии деталей, время выполнения, признак переналадки.
График запуска формируется на основе данных ОКПП, находящегося в состоянии «Действующий», на период планирования ОКПП и формируется в соответствии с интервалами планирования ОКПП. Результатом расчета являются список нарядов на переналадку оборудования и обработку партий продукции. Поток нарядов на партию включается в спецификацию того ГЗ, в интервал планирования которого попадает дата запуска самого раннего из нарядов партии продукции.
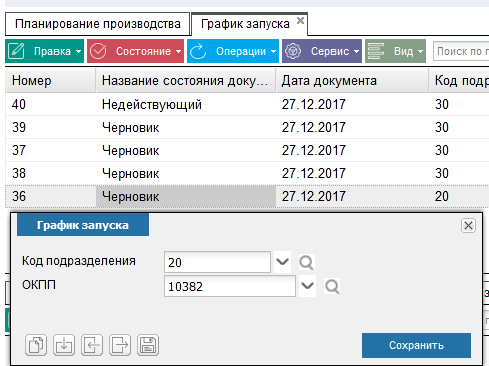
Создаем новый График запуска для каждого цеха и ОКПП.
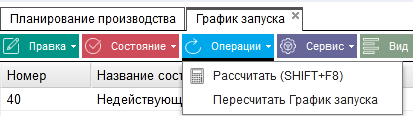
Затем выполняем операцию "Рассчитать"
Получаем списки нарядов.
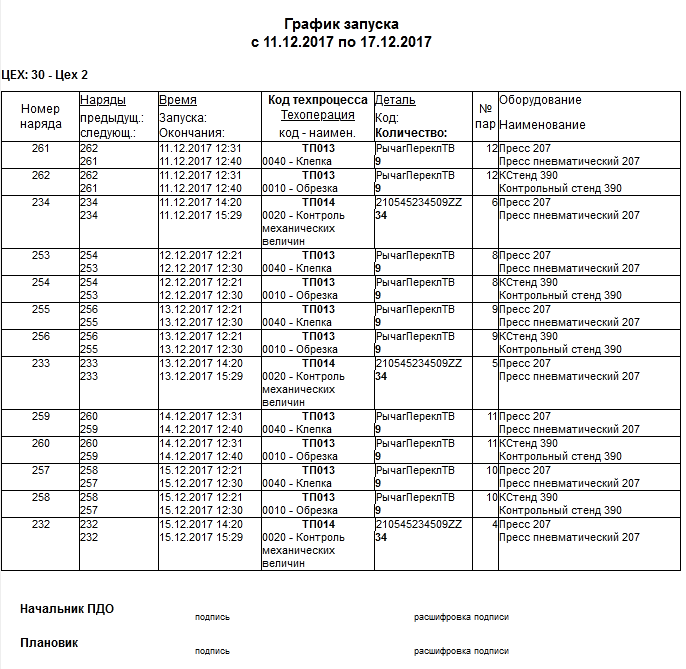
Документ можно распечатать нажав  .
.
Автоматически при размещении нарядов вначале применяются расчетные методы (“Малый сдвиг”, “Большой сдвиг”, ”Сдвиг партии”), которые предусматривают возможность размещения нарядов со сдвигом даты запуска вперед, но не более чем на 4 дня от расчетной даты запуска.
Расчет партий без размещения.
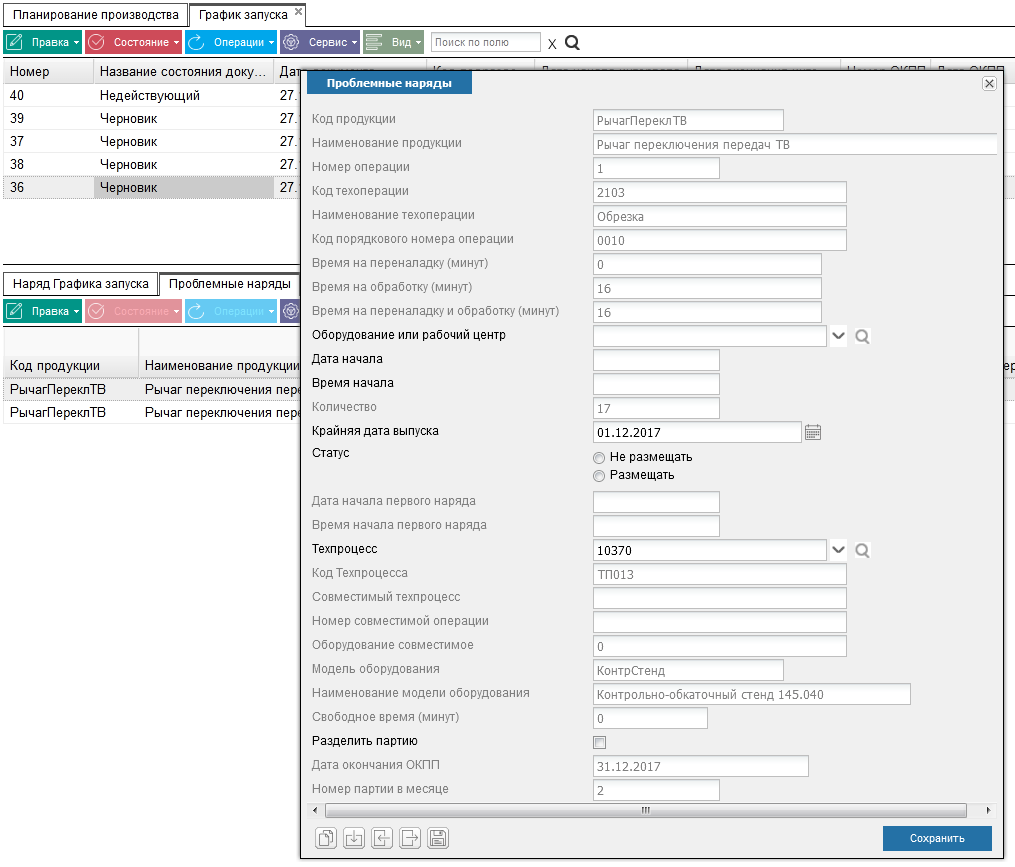
При наличии специфических требований к оборудованию, которые не отраженны в техпроцессе, плановик может запустить расчет Графика в режиме “Расчет партий без размещения”. В результате расчета в этом режиме в закладке “Проблемные наряды” появляется поток операций по всем партиям продукции без размещения их на оборудовании и плановик сможет разместить их по своему усмотрению. При этом программа проверяет выбранное оборудование и длительности обработки на соответствие требованиям технологических процессов.
Размещение деталей из заготовок. Для размещения нарядов на производство готовой продукции из внутренних заготовок плановик ПДО производит расчет ГЗ для своего участка в режиме “Размещение деталей из заготовок”.
При этом программа производит размещение готовой продукции, которая изготавливается из внутренних заготовок, указанных в Действующих на период планирования ОКПП.
Стандартное состояние настроек расчета можно также изменить в меню
Малый сдвиг (Малый сдвиг наряда вперед)
Метод «Малый сдвиг» является расчетным и заключается в следующем: все наряды партии деталей автоматически передвигаются вперед до тех пор, пока не найдется свободное оборудования, но не более чем на 2 суток вперед от расчетной даты запуска.
Сдвиг партии (Сдвиг наряда вперед с изменением размера партии)
Метод «Сдвиг партии» является расчетным и применяется для случаев, когда в расчетном периоде есть несколько партий одной номенклатуры.
Данный метод заключается в следующем: дата запуска нарядов партии передвигается вперед, на свободную единицу оборудования (если таковая имеется), но не более чем на 4 суток.
При сдвиге более чем на 2 суток вперед от расчетной даты запуска, необходимо изменить размер партии. Поэтому, чтобы не слишком превышать максимальный запас готовых деталей на складе, размер текущей партии уменьшается на удвоенную суточную потребность, а размер следующей партии этих деталей соответственно увеличивается во всех нарядах потока, соответствующего следующей партии.
Большой сдвиг (Сдвиг потока вперед)
Метод «Большой сдвиг» является расчетным и заключается в следующем: если не получается разместить хотя бы один из нарядов потока, можно перенести вперед ( не более 4 суток) весь поток, включая и уже размещенные наряды.
При сдвиге более чем на 2 суток вперед от расчетной даты запуска ( но не более чем на 4 суток) нужно следовать описанному выше алгоритму сдвига наряда вперед с изменением размера партии.
Проблемные наряды
Для устранения проблемных нарядов используем следующие методы:
Перенос ремонта
Метод «Перенос ремонта» осуществляется следующим образом: если существует единица оборудования, для которой запланирован ремонт, но она необходима для выполнения проблемного наряда, то ремонт откладывается, и данная единица оборудования становится доступной для размещения нарядов.
Ввод третьей смены
Можно использовать для размещения проблемного наряда путем ввод второй/третьей смены. При этом нельзя «разрывать» незавершенный наряд, начатый во вторую смену.
Система предоставляет пользователю возможность управлять разрешением конфликтных ситуаций, путем указания приоритетов.
Расчетные методы размещения проблемных нарядов, имеющие приоритет выше параметра «Размещение нарядов вручную», будут применены программой автоматически в порядке возрастания приоритетов.
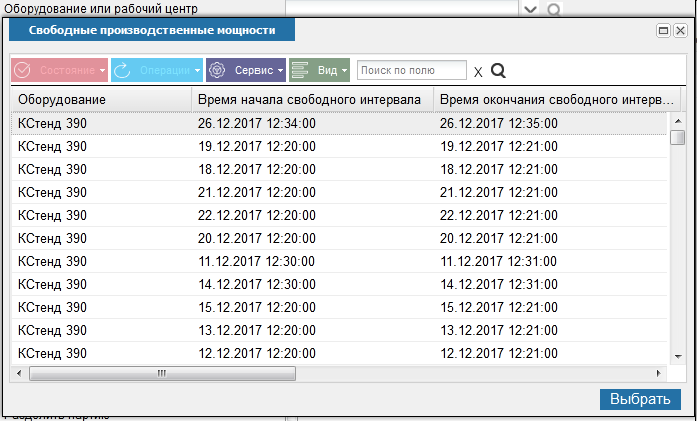
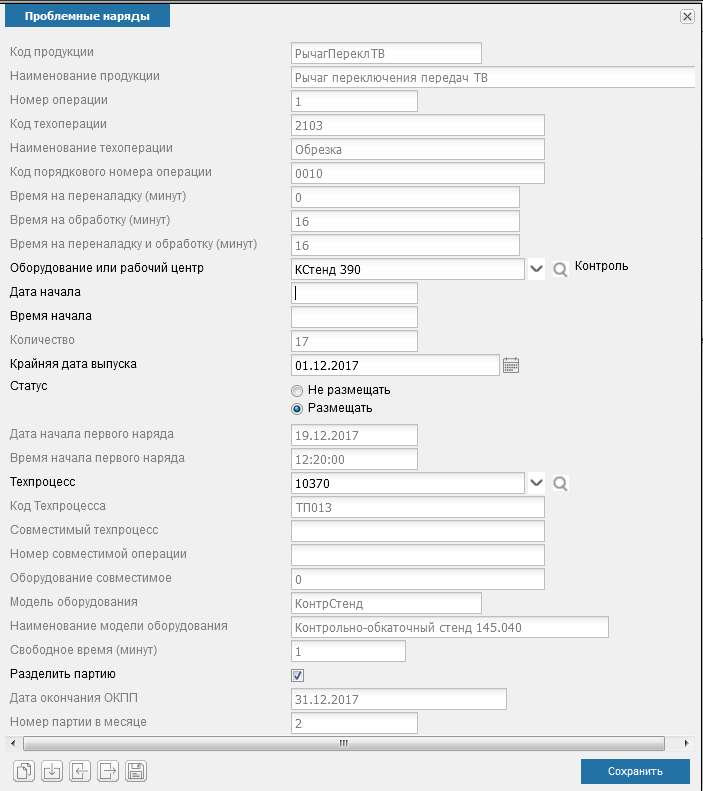
Если стандартные методы не решают проблемы, то открываем проблемный наряд, желательно первый в потоке и в поле Оборудование открываем выпадающий справочник. Там перечислены все Свободные производственные мощности с указанием времени. Надо выбрать оборудование и время, которое вас устраивает, но только то, для которого заполнено время пересечения нарядов (крайний справа столбец).
Нужно заполнить дату начала и время начала запуска. Сохранить запись. Потом выполнить операцию "Пересчитать"
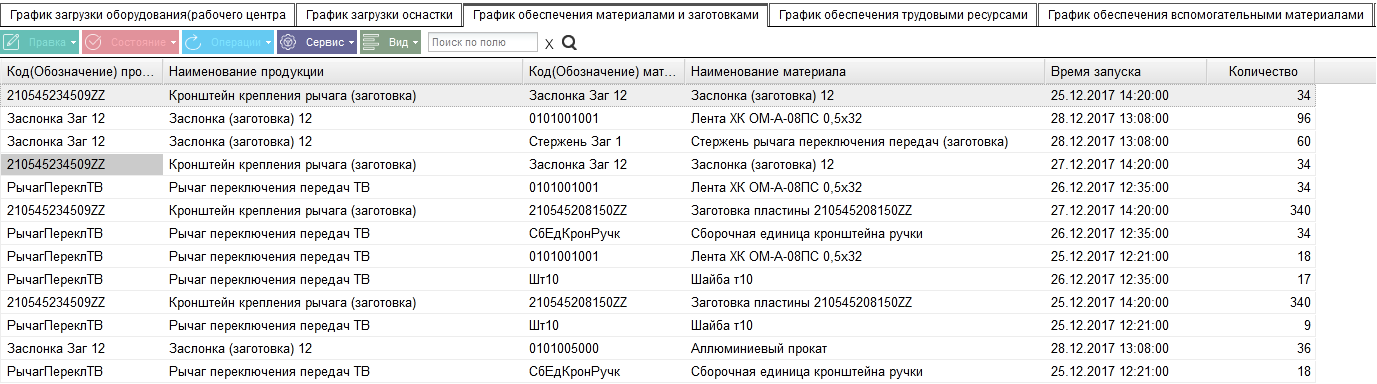
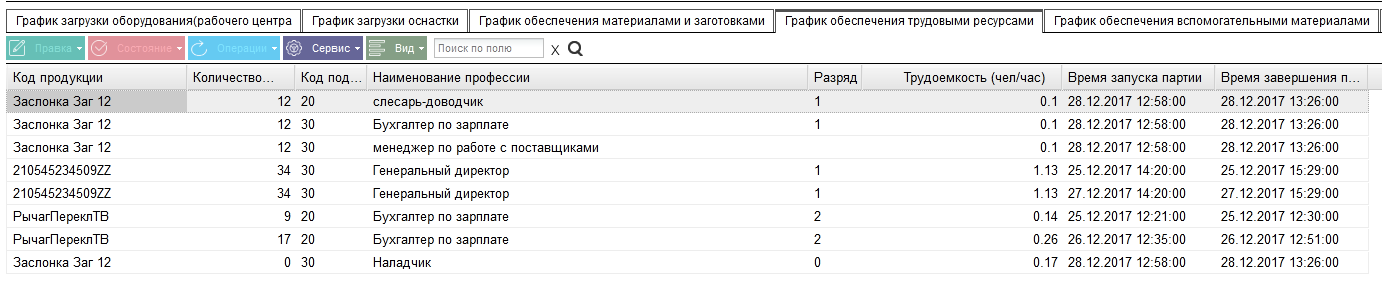
Параллельно с расчетом Графика запуска в производство готовой продукции, узлов и деталей собственного изготовления рассчитываются:
График загрузки оборудования (рабочего центра)
График загрузки оснастки
График обеспечения материалами и заготовками
График обеспечения трудовыми ресурсами
График обеспечения вспомогательными материалами